




제작설비최종 수정 일자 : 2020-06-24 13:44:10
DOOR MODULE ASS'Y LINE |
STATOR LINE |
|
|
|
|
|
|
|
|
|
|
HIRATA-NTG4 LINE (JAPAN) |
|
|
|














○ Door module ass'y line
<설비소개>
본 제품은 Door module ass'y line 공정간 제품 이송을 위한 컨베이어 시스템입니다.
조립 공정 간 이송을 빠르고 조용하게 하며, TT belt를 사용해 내구성이 좋고, 드라이브 및 리턴부를 짧게 제작해 셀 컨베이어로 사용이 가능합니다.
<설비구성>
Pallet size : W480XL800
Main conveyor : UTS2 Series
Diverter : UHQ2/U-480X800
Damper stopper : SG2/D-150
Speed : V=16m/min
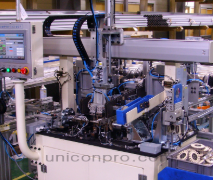
○ Gantry
본 기계는 HOBING M/C에서 가공된 제품을 이송하는 목적으로 제작 되었으며, 정확한 위치이송을 하고,</div><div>모든 작업 상황을 터치 판넬을 통해 모니터링 할 수 있습니다.
| 설비 제원 및 구성
X AXIS
Servo&Motor : HF-KP73 (Mitsubishi)
Moving Stroke : 4000mm
Speed (Max) : 1000mm/Min
Z AXIS
Servo&Motor : HF-KP73B (Mitsubishi)
Moving Stroke : 1200mm
Speed (Max) : 1000mm/sec
Work Weight :10Kg
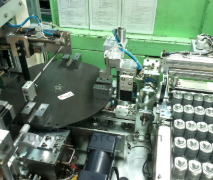
○ Gear auto stocker
본 장치는 크게 호빙머신으로 부터 공급되는 WORK 공급 컨베어와 쉐이빙머신에서 가공된 제품을 A파트와 B파트로 나누어 적재하는 6열 적재 컨베어로 나뉘어 집니다.
전 공정에서 공급되어지는 제품을 1열 컨베어에 실어 쉐이빙 머신으로 공급하며 쉐이빙 머신으로부터 가공되어진 제품을 가공, 테이블의 제품별로 분리하여 1축 로봇을 이용하여 적재 컨베어에 적재되도록 하며 푸셔 장치에 의해 제품은 컨베어 종단으로 이동되어 집니다.
총 6열의 적재 RACK으로 이루어진 적재 컨베어의 RACK 중 종단의 WORK FULL SENSOR가 감지되면 다음 적재 RACK으로 적재 순서가 자동으로 변경되도록 되어 있으며, 적재 RACK의 1, 3, 5번과 2, 4, 6번 중 어느 한 RACK이 적재완료되면 적재작업을 멈추도록 되어있습니다.
본 장치는 작업자의 조작에 의해 수동운전과 자동운전 기능이 있으며, PLC와 터치스크린을 이용하여 제어되도록 구성되어져있습니다. 또한 각 구성 장치들은 각종 트러블에 신속히 대응할 수 있도록 안전보호 장치가 정교하게 갖추어져 있으며 각 구성 장치들은 유기적으로 연동되도록 설계되었으며, 각 장치의 제어는 누구나 손쉽게 조작할 수 있도록 설계 제작된 장비입니다.
| 설비 구성
1. CONVEYOR PART - Top Plate Chain Conveyor
2. ESCAPER PART
3. LOADER PART - PINION, RVS, UD SUN
4. STOPPER PART
5. STOCKER PART
6. SAFTY FENCE
본 사이트는
Internet Explorer 8 이하 버전을
지원하지 않습니다.
Internet Explorer 9 이상으로 업데이트 하거나
크롬, 파이어폭스, 오페라, 사파리 최신 브라우저를 이용해 주십시오.
불편을 드려 죄송합니다.
